| 中華製のTIG熔接機を買いました。 (2011年3月14日) TIGというのは タングステン・イナート・ガスの略です。 タングステンはアーク(火花)を飛ばす電極の材質のことです。 融点は3500℃ぐらい、鉄は1500℃ぐらいです。 ムカシながらの熔接(被覆アーク熔接)は電極そのものが アークの熱で熔けていきますが、TIG熔接は電極のタングステン は熔けません(少しは熔けてチビていきますが)。ただアークを 発生させて母材を暖めて熔かすだけです。 ですので直流TIGの場合、電極をマイナス、母材をプラスにします。 母材がプラスの方が、電子が母材に集まるので、母材をより熱く することができるからです。被覆アーク熔接は極性が逆でアーク棒 が熱くなって熔けるようになっています。 このTIG熔接機は接続ケーブルを繋ぎ変えることで被覆アーク 熔接もできるようになっています。 イナートガスというのは不活性のガスのことです。日本では 経済性からアルゴンガスを使います。アメリカなどでは ヘリウムガスを使うそうです。 なぜ不活性ガスを使うかというと、母材が真っ赤に熔けて ドロドロになっている部分の酸化や窒化を防ぐためです。 アークを包み込むように不活性ガスを一定量吹きつけ、空気を 遮断します(シールドガスと言います)。 熔接は今までに一度もやったことがないのですが、アークで 母材を暖め(熔かして)、そこに熔加棒を熔け込ませるやり方は 半田付けに似ているような気がしてこの熔接方法にチャレンジ してみることにしました。 |
||||||||||||
 |
||||||||||||
| TIG溶接機のAC入力ケーブル。 何だか薄汚れています。 長さも2mしか付いてなくて短いので5mのケーブルに繋ぎ換えることにします。 最大28Aの電流が流れますのでVCTの3.5SQにします(単相200Vです)。 |
||||||||||||
 |
||||||||||||
| 上蓋を外したところ。パッと見では、けっこう綺麗です。 プリント基板の仕上がり具合は、部品はまっすぐ整列して付いていて(曲がって付けてなくて)、 半田にはツヤもあり、上手です。 思ったよりしっかりとしています。 |
||||||||||||
 |
||||||||||||
| 細部を見ていくと、、、 これはフロントパネル部分を俯瞰した写真です。 何これ? |
||||||||||||
 |
||||||||||||
| 上の写真を拡大したものです。 LEDの足を基板用コネクタに突き刺してあります。こういうやり方は初めて見ました。 さすが中華製です。 |
||||||||||||
 |
||||||||||||
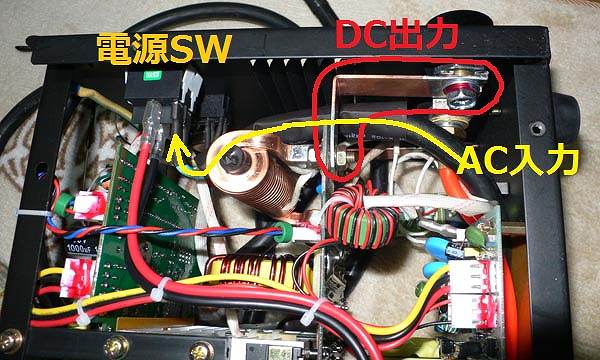
| 次は側面です。 AC入力ケーブルが電源SWに繋がっていますが途中、ACケーブルがDC出力端子に触れています。 DC出力には最大200Aの電流が流れます。 銅板で出力端子に接続されているのは良いのですが、ACラインに触れているのはマズいでしょう。 熱で被覆が溶けてショートする可能性があります。 |
||||||||||||
 |
||||||||||||
| 拡大したものです。 出力のインダクタにも触れています。 こんな窮屈に取り回さなくてもいいと思うのですが、、、 |
||||||||||||
 |
||||||||||||
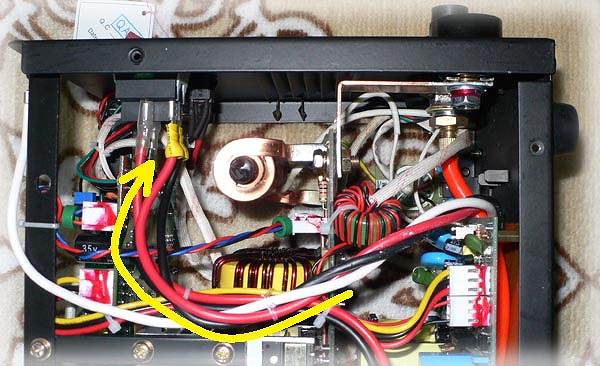
| ACケーブルを付け換えた際に、取り回しを変更しました。 出力部を避けるようにしました。 |
||||||||||||
 |
||||||||||||
| こんな感じです。重さは10kgぐらいで軽量です。 |
||||||||||||
 |
||||||||||||
| アルゴンガスの配管はこんな感じにしました。 ワンタッチカプラで簡単に取り外しができるようにしました。 |
||||||||||||
 |
||||||||||||
| ちょっくらテストしてみました。綺麗にアークが飛びます。 |
||||||||||||
 |
||||||||||||
| 自動遮光のお面(アーク光を検知して自動的に暗くなります)も快適に働きます。 TIG熔接はほとんどスパッタ(金属の飛び散り)がなく、ヒューム(煙)も出ません。 ガスの出るシューっという音と、かすかにチリチリとアークの飛ぶ音がするだけで 上品(?)です。 *もうちょっとトーチは立てた方がいいですね。 続きはこちら↓ |
||||||||||||
|
||||||||||||




